老李在电子厂干了十几年设备维护,最近被一台新上的视觉检测设备弄得焦头烂额,相机总是误判,生产线频频停摆。
生产线上的视觉检测设备罢工,老李满头大汗地调整着参数,这已经是他这周第三次被叫来处理这台新设备的故障了。

上面的场景在许多工厂里并不罕见,工业相机作为自动化生产的“眼睛”,其重要性不言而喻,但选择合适的设备却令不少工程师头疼。今天咱们就聊聊工业上最常见的相机,看看怎么给生产线配上合适的“火眼金睛”。
走进现代化工厂,你会看到各式各样的相机被安装在生产线各个关键节点上。这些可不是普通的摄像头,它们是专门为工业环境设计的图像采集设备。
在电子厂,它们检查电路板上的焊点是否完整;在汽车制造车间,它们测量零部件的尺寸精度;在食品包装线上,它们检测包装封口是否严密。
这些工业相机与普通相机最大的不同在于,它们需要在恶劣的环境下稳定工作,同时具备高精度、高速度和高可靠性。
说实话,工业上最常见的相机其实是个大家族,里头有各种不同的类型和规格,适用场景也千差万别。选对了,生产效率和质量蹭蹭往上涨;选错了,那就是白花钱还添堵。
工业相机从扫描方式上主要分为两大类:面阵相机和线阵相机。这两者各有各的绝活,应用场景也不太一样。
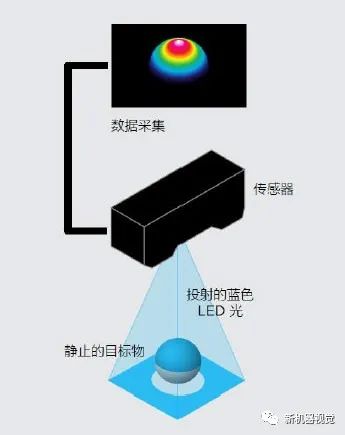
面阵相机一次曝光就能捕捉完整的二维图像,适合那些静态或者低速移动的检测任务-1。比如电子元件的外观检查、产品包装上的标签识别、精密零件的尺寸测量等。
这种相机使用起来相对简单,成本也相对较低,是工业自动化领域最常见的相机类型之一-2。
线阵相机则采用逐行扫描的方式工作,特别适合检测高速运动的物体或者大幅面的材料-1。想象一下印刷机上的纸张快速通过,或者金属板材连续生产线,这些场景下线阵相机就能大显身手。
它通过物体与相机之间的相对运动,把一行行的图像拼接成一幅完整的画面-1。不过线阵相机价格较贵,对使用环境和技术要求也更高-2。
哎哟喂,这可把不少工程师给愁坏了——到底是选面阵还是线阵呢?其实答案很简单:看你的检测对象动不动,动得快不快。
如果是静止的或者慢速的,面阵相机足够了;如果是高速连续运动的,那就得考虑线阵相机了-3。
选好了相机类型,接下来要考虑的是接口问题。工业相机的接口协议直接影响着数据传输的速度、距离和稳定性。
现在主流的接口有GigE Vision、USB3 Vision和CoaXPress几种-1。
GigE Vision使用以太网传输,传输距离长、成本相对较低,是目前市场上的主流选择-1。它适合需要长距离传输或者多相机系统的应用场景。
USB3 Vision接口最大的优点是即插即用,使用方便,适合中短距离的应用-1。
而CoaXPress则是未来高速高分辨率应用的趋势,单根线缆就能同时传输数据、控制信号和电力,特别适合那些对速度和精度要求极高的场合-1。
接口协议的选择得根据实际应用场景来定,既要考虑数据传输的需求,也得看看工厂现场的布线条件。毕竟,再好的相机如果数据传不出来,也白搭。
除了类型和接口,工业相机还有一堆技术参数需要注意。这些参数看起来枯燥,但每一个都直接影响着相机的实际表现。
分辨率是相机最基本的参数之一,决定了图像的精细程度-2。这里有个简单的公式可以帮助选择:相机像素精度=单方向视野范围大小/相机单方向分辨率-3。
比如你要检测一个10毫米的零件,要求精度达到0.1毫米,那么相机在这个方向上的分辨率至少需要100像素。
帧率则是相机动态捕捉能力的关键指标-2。如果检测对象移动很快,就需要高帧率相机来避免图像拖影-3。快门类型也分两种:全局快门和卷帘快门-2。
全局快门适合拍摄动态物体,确保整幅图像在同一时刻曝光;卷帘快门则适合静态拍摄,成本相对较低-2。
还有像元尺寸、像素深度这些参数,都直接影响着图像质量和处理速度-3。这些参数的选择需要在精度、速度和成本之间找到平衡点,没有绝对的最优解,只有最适合的解决方案。
面对琳琅满目的工业相机,怎么选出最适合自己的那一款呢?其实只要搞清楚几个关键问题,答案就明朗多了。
首先是应用场景。你是要做物品表面瑕疵检测,还是物品定位检测,或者是快速扫描检测?不同的应用场景对相机的要求截然不同-2。
表面瑕疵检测对光线和图像清晰度要求很高;定位检测需要高精度识别和算法支持;快速扫描检测则要求高帧率和快速传输-2。
其次是工作环境。相机是在室内受控环境使用,还是暴露在室外恶劣条件下?环境因素决定了相机是否需要特殊的防护措施-6。
再者是检测要求。需要彩色图像还是黑白图像就够了?黑白相机在边缘检测时通常效果更好,精度也更高-2。
只有当需要识别颜色信息时,彩色相机才是必要的-3。
最后是预算和未来扩展性。不只要考虑眼前的需求,还要想想未来生产线升级的可能性。一个好的工业相机系统应该有一定的扩展和升级空间,能够适应未来可能的需求变化。
工业相机技术也在不断发展变化,近年来呈现出三个明显趋势:更小、更快、更智能-5。
“更小”指的是相机尺寸不断缩小,可以轻松集成到各种紧凑型设备中。现在有些板级相机小到可以直接放入镜头座中,尺寸仅有29 x 29 x 7毫米-5。
这些小型相机特别适合嵌入式视觉应用和空间受限的场合。
“更快”体现在分辨率和传输速度的不断提升。如今市场上已经出现了4500万像素的工业相机,配合10GigE接口,能够实现高速数据传输-5。
这使得在远距离高精度检测成为可能,大大提高了生产效率。
“更智能”则是将人工智能技术集成到相机中,形成智能相机。这些相机不仅能够捕获图像,还能通过内置的AI加速器自主分析图像,直接输出处理结果-5。
智能相机的出现减少了对外部处理设备的依赖,提高了系统的灵活性和响应速度。
厂区深夜,老李终于调好了那台视觉检测设备的所有参数。看着屏幕上一个零件精准通过检测,他长舒一口气。
生产线上,工业相机默默记录着每一个通过的产品,它们不会疲劳,始终保持同样的精度和速度,像一位永不疲倦的质检员,守护着产品质量的最后一道防线。
网友问: 我们工厂想做自动化改造,但预算有限。工业相机种类这么多,价格差异也大,怎样才能在控制成本的同时又能满足基本的检测需求呢?
答: 预算有限的情况下选择工业相机,确实需要精打细算。首先要明确核心需求——到底需要检测什么?如果不涉及颜色识别,黑白相机比彩色相机更实惠,而且在边缘检测方面通常表现更好-2。对于静态或低速检测,面阵相机就足够了,它比线阵相机便宜不少-2。
接口方面,GigE和USB3 Vision都是性价比不错的选择,尤其是USB3 Vision,即插即用,设置简单-1。
不要一味追求高分辨率,根据实际检测精度要求选择即可,高分辨率意味着更高的成本和更大的数据处理压力-3。
可以考虑采用CMOS相机而非CCD相机,CMOS技术现在已经很成熟,能够满足大多数常规项目的需求,而且功耗低、价格更友好-2。
建议先进行小范围测试,确认方案可行后再全面铺开,避免盲目投资。
网友问: 我们公司主要生产印刷品,需要检测印刷质量和套准精度。这种情况下应该选择哪种工业相机?有什么特别需要注意的地方吗?
答: 印刷品检测确实有特殊性。考虑到印刷品通常是连续材料且高速移动,线阵相机可能是更好的选择,它专门适合这类连续材料的扫描检测-1。
不过线阵相机价格较贵,对安装和调试要求也高-2。如果检测速度不高,面阵相机配合触发拍摄也能满足需求,成本会低很多-3。
印刷检测对颜色还原度要求很高,需要选择色彩还原性好的彩色相机-2。
同时,需要考虑光源的稳定性,因为印刷品表面可能反光,影响成像质量-2。相机帧率需要足够高,确保在高速印刷过程中能捕捉到清晰图像,避免拖影-3。
建议与供应商沟通,让他们提供样机测试,看看在实际生产环境中的表现再决定。
网友问: 最近老是听到“智能相机”这个词,它和传统工业相机相比有什么优势?现在投入智能相机是明智的选择吗?
答: 智能相机确实是工业相机发展的一个重要方向,它最大的特点就是集成了图像处理能力,可以直接在相机内完成图像分析,无需额外的计算机设备-5。
这减少了系统复杂性和空间占用,特别适合分布式检测系统。
智能相机的优势很明显:响应速度更快,因为数据不需要在相机和计算机之间传输;系统更简洁,减少了故障点;维护更方便,通常提供更友好的软件界面-5。
是否现在就投入智能相机,要看具体需求。
如果你的应用需要快速部署、空间有限,或者检测点分散,智能相机是个不错的选择。但如果现有系统运行良好,更换为智能相机的必要性就需要仔细评估了。
另外要注意,智能相机虽然减少了外部计算需求,但本身价格较高,且灵活性可能不如“相机+计算机”的传统方案。
建议可以先在小范围内试用,了解其实际表现和性价比,再决定是否大规模应用。
